
首頁 > 治具設計、客製化服務 > SMT 治具
SMT 治具(載具)
SMT (Surface Mounting Technology) 表面黏著技術,是將電子零件,貼著於佈有線路的電路板上的製程,主要步驟有印刷-->置件-->迴焊-->檢查。
使用SMT治具在上述這些製程步驟時有以下主要功能:
傳統上常用鋁合金來製作 SMT 用治具,鋁的優點是易加工,潔淨,但在大量使用時,有下列問題需要注意
使用SMT治具在上述這些製程步驟時有以下主要功能:
傳統上常用鋁合金來製作 SMT 用治具,鋁的優點是易加工,潔淨,但在大量使用時,有下列問題需要注意
- 鋁合金具延展性,在多次使用後會因碰撞、擠壓而產生局部損傷或變形,導致整體的製程良率因而下降。
- 鋁合金的熱傳導率約 237 Wm-1K-1 ,這表示在迴焊製程中的多數熱能,都被鋁合金吸收,此時為了讓電路板達到理想迴焊溫度,勢必要將鑪內溫度向上調整,因而造成能源浪費,且部分電子零件,可能因溫度過高而損傷,電路板的變形量也會增大。
SMT 治具(載具) 應用案例





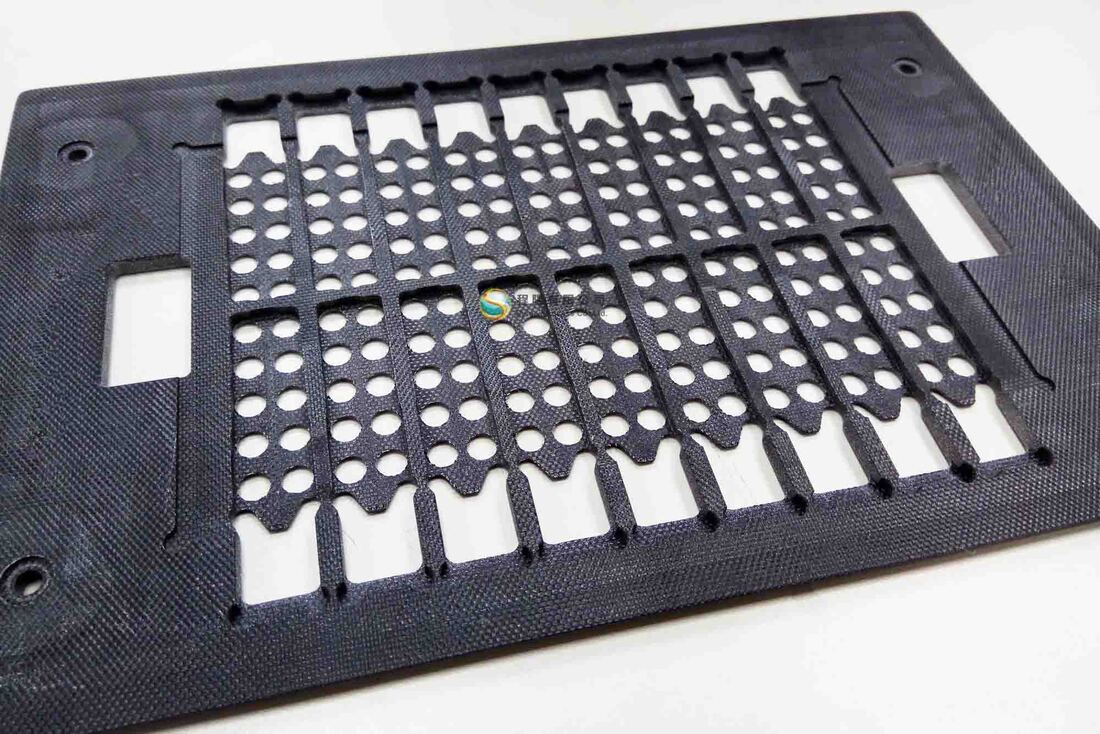

















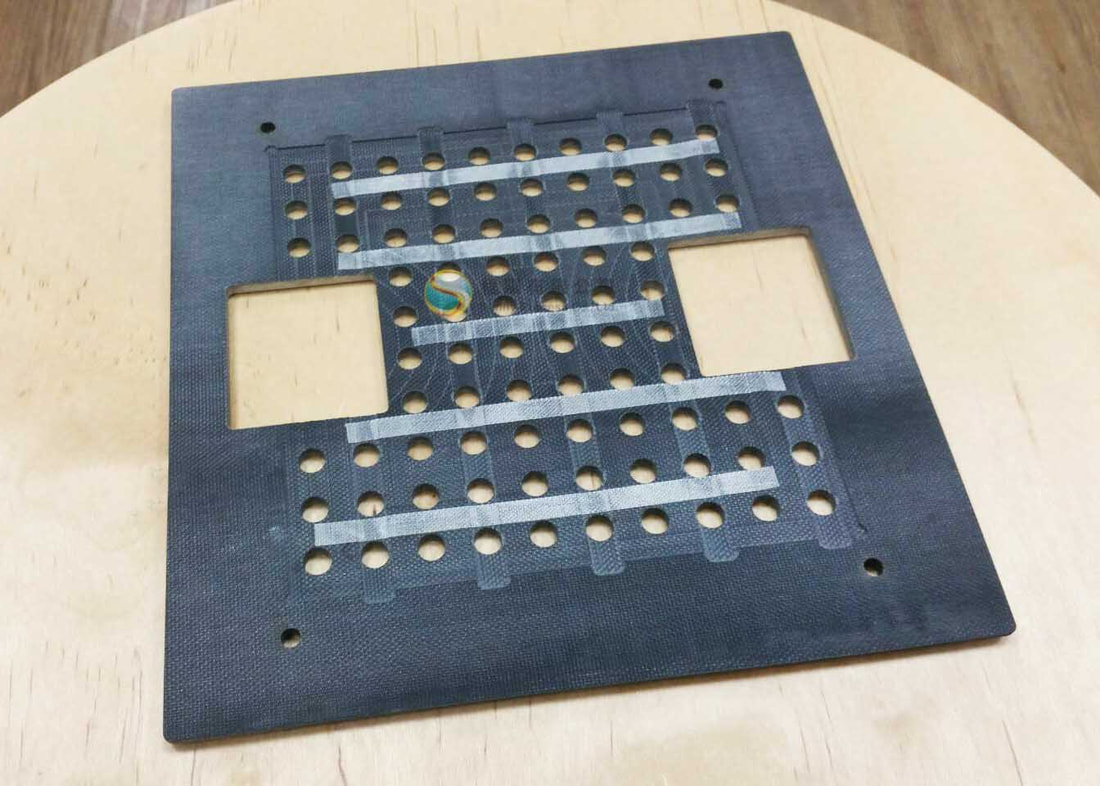
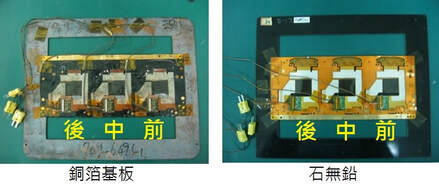
smt載具 - 石無鉛® 與銅箔基板使用比較
<測試一:翹曲分析>
測試內容:2mm厚石無鉛® 與銅箔基板材質製做載具進行一個月的使用比較。
比較基準:以報廢的銅箔基板載具的翹曲量進行比對。
銅箔基板判退因素:板翹、氣泡。
測試內容:2mm厚石無鉛® 與銅箔基板材質製做載具進行一個月的使用比較。
比較基準:以報廢的銅箔基板載具的翹曲量進行比對。
銅箔基板判退因素:板翹、氣泡。
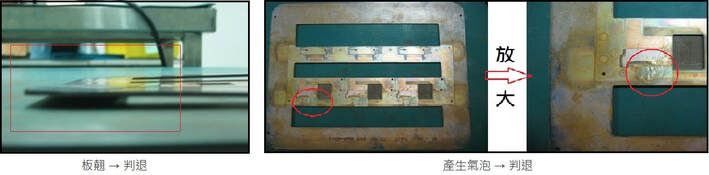
載板翹曲量比較:五片報廢銅箔基板載具五點平均翹曲量,平均翹起量為1.522。
|
使用一個月後,銅基板與石無鉛®的平均翹曲量比較。
|
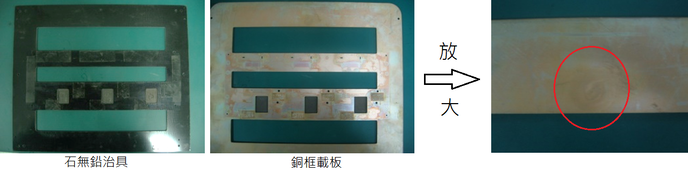
<測試二:烘烤爆板分析>
測試內容:石無鉛® 治具與銅框載板在相同條件下進行烘烤。
烘烤條件:T260、30分鐘 → T288、5分鐘 → T300、2分鐘。
測試結果:銅框載板產生氣泡,石無鉛治具無。
測試內容:石無鉛® 治具與銅框載板在相同條件下進行烘烤。
烘烤條件:T260、30分鐘 → T288、5分鐘 → T300、2分鐘。
測試結果:銅框載板產生氣泡,石無鉛治具無。
<測試三:熱吸收效益分析>
測試內容:在相同規格及條件溫度下(八區迴焊爐),比較過爐後FPC所受熱的最高溫。
測試結果:石無鉛治具對於FPC基板的熱能吸收效益優於銅箔基板。
石無鉛熱傳導率較低,不會吸收熱能,可讓熱能被FPC基板充分吸收。
測試內容:在相同規格及條件溫度下(八區迴焊爐),比較過爐後FPC所受熱的最高溫。
測試結果:石無鉛治具對於FPC基板的熱能吸收效益優於銅箔基板。
石無鉛熱傳導率較低,不會吸收熱能,可讓熱能被FPC基板充分吸收。
|
|
SMT載具 - 石無鉛®與銅箔基板 優缺點比較
|
|



