
比較項目:
- 抗靜電值
- 薄璧切削良率
- 切削粉塵及毛邊殘留
- 刀具磨耗
- 加熱重量損失
- 材料結構
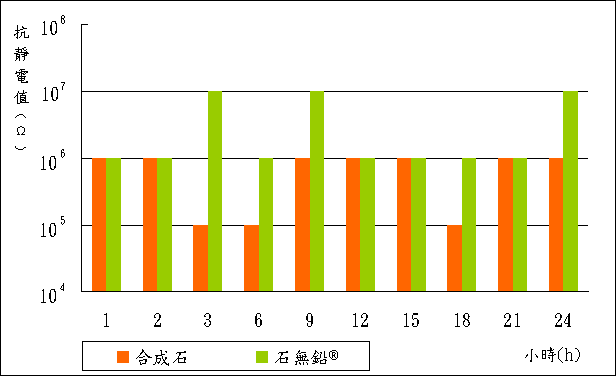
1.抗靜電值
經24小時270°C高溫烘烤抗後靜電值。
經24小時270°C高溫烘烤抗後靜電值。
- 石無鉛:10E6 ~ 10E9 Ω
- 合成石:10E5 ~ 10E8 Ω
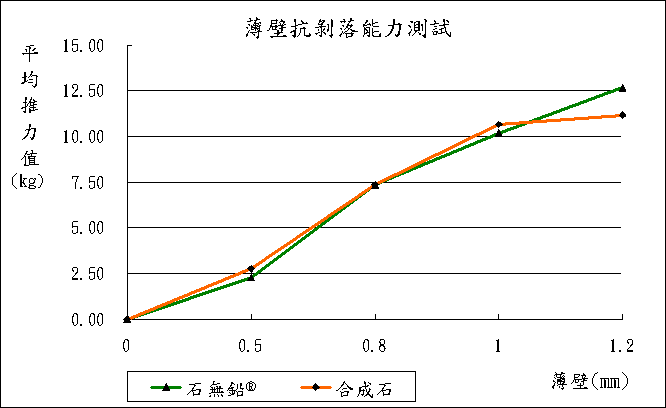
2.薄壁切削良率
- 石無鉛:99.48%
- 合成石:96.53%
|
石無鉛®

|
合成石

|
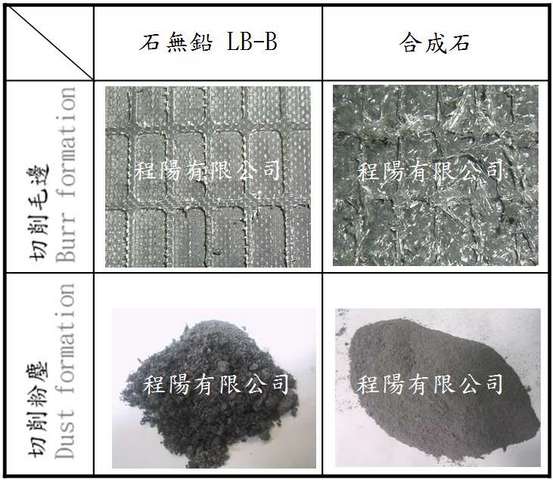
3.切削粉塵及毛邊殘留
成品加工後,切削毛邊愈少愈能提高生產效率,由下圖可看出石無鉛殘留率較少,於後處理過程較易處理,更提高產品質量。
切削過程中,粉塵量愈少,對操作者的健康危害愈小,切削工具及設備所造成的維修成本少,設備的清理及維護較容易。
成品加工後,切削毛邊愈少愈能提高生產效率,由下圖可看出石無鉛殘留率較少,於後處理過程較易處理,更提高產品質量。
切削過程中,粉塵量愈少,對操作者的健康危害愈小,切削工具及設備所造成的維修成本少,設備的清理及維護較容易。
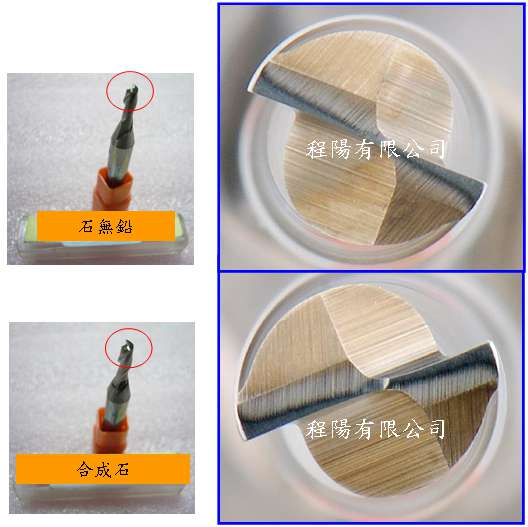
4.刀具磨耗
由下方可了解各種材質於切削後磨耗比較:
由下方可了解各種材質於切削後磨耗比較:
- 切削條件:轉速5000rpm
- 進給率:900mm/min
- 刀具:鎢鋼銑刀3mm
- 連續切削90min
- 相同的切削條件,石無鉛可以減少30%以上的刀具磨耗。
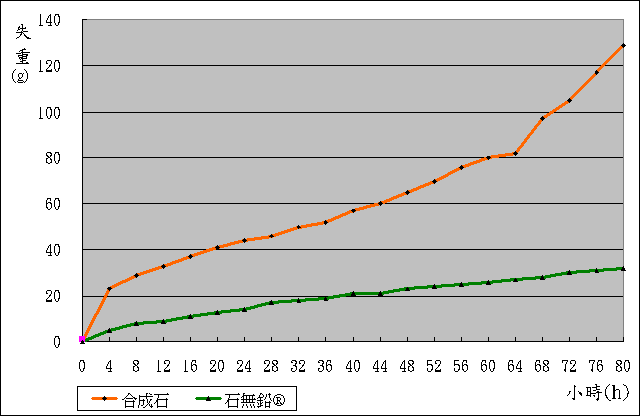
5.加熱重量損失
下圖所示為經80小時280oC持續加熱過程,所測得的數據,得知石無鉛™重量損失小,而曲線的平滑更可證明此材質的高穩定特性。
下圖所示為經80小時280oC持續加熱過程,所測得的數據,得知石無鉛™重量損失小,而曲線的平滑更可證明此材質的高穩定特性。
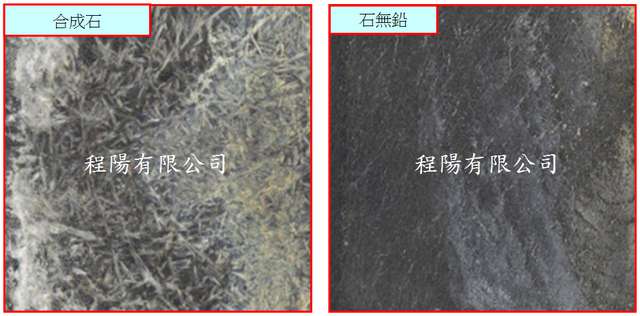
6.材料結構
合成石在長時間使用後會有分離剝落的現象,而石無鉛無此現象發生。
合成石在長時間使用後會有分離剝落的現象,而石無鉛無此現象發生。

載具使用壽命,檢視過了10,000次錫爐後的狀況。
#以上資料為當次實驗數據,僅供參考。



